Petit problème de découpe.
2 participants
Page 1 sur 1

Petit problème de découpe.
par Claude73 Ven 21 Oct - 10:57
Bonjour à tous,
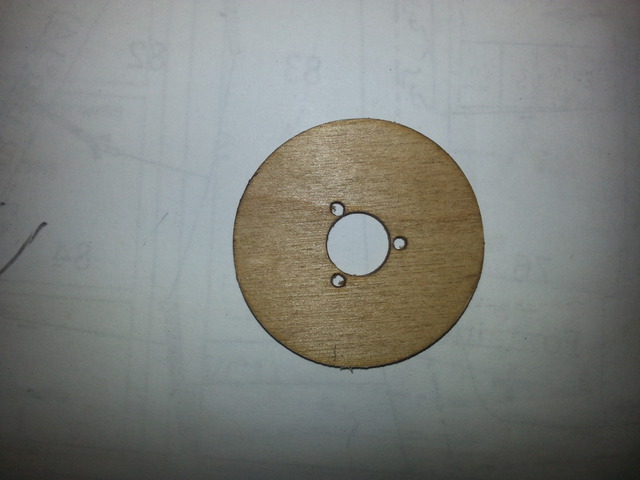
Ayant commencé hier seulement à effectuer des découpes avec la Fakir, j'ai rencontré les problèmes suivants en découpant la pièce ci-après:
Disque de Diamètre extérieur 37 mm
Diamètre intérieur 9 mm
3 trous de diamètre 2 mm à 120° sur diamètre 12 mm
Matière : Contreplaqué aviation épaisseur 1,6 mm
Fichier d'origine autocad 11 (.dxf)
Paramètres de découpe :
Outils diamanté Diamètre 0,8 mm (Fourni dans le kit)
donc Rayon 0,4 mm en paramètre fraisage.
Après de multiples essais pour obtenir un résultat correct:
Vitesse de découpe 0,5 mm/ seconde
Descente outil 1mm/Seconde
Vitesse de rotation : presque à fond (eh oui !!!)
Profondeur de coupe : -2,5
Hauteur de dégagement : 8 mm.
Autres paramètres inchangés.
Résultats obtenus :
Diamètre intérieur 9 mm: Bon
3 trous à 120° sur diamètre 12 mm : Bon
Diamètre extérieur 37 mm demandé, obtenu 36,5 mm
Régularité du cercle : varie de 36,3 à 36,7 mm.
Comment corriger ces problèmes ?
Je dois réaliser ce disque en carbone d'épaisseur 0,8mm.
Quelle vitesse de coupe et quel outil utiliser pour cette matière ?
D'avance merci.
Claude.
Ayant commencé hier seulement à effectuer des découpes avec la Fakir, j'ai rencontré les problèmes suivants en découpant la pièce ci-après:
Disque de Diamètre extérieur 37 mm
Diamètre intérieur 9 mm
3 trous de diamètre 2 mm à 120° sur diamètre 12 mm
Matière : Contreplaqué aviation épaisseur 1,6 mm
Fichier d'origine autocad 11 (.dxf)
Paramètres de découpe :
Outils diamanté Diamètre 0,8 mm (Fourni dans le kit)
donc Rayon 0,4 mm en paramètre fraisage.
Après de multiples essais pour obtenir un résultat correct:
Vitesse de découpe 0,5 mm/ seconde
Descente outil 1mm/Seconde
Vitesse de rotation : presque à fond (eh oui !!!)
Profondeur de coupe : -2,5
Hauteur de dégagement : 8 mm.
Autres paramètres inchangés.
Résultats obtenus :
Diamètre intérieur 9 mm: Bon
3 trous à 120° sur diamètre 12 mm : Bon
Diamètre extérieur 37 mm demandé, obtenu 36,5 mm
Régularité du cercle : varie de 36,3 à 36,7 mm.
Comment corriger ces problèmes ?
Je dois réaliser ce disque en carbone d'épaisseur 0,8mm.
Quelle vitesse de coupe et quel outil utiliser pour cette matière ?
D'avance merci.
Claude.
Claude73- Messages : 35
Date d'inscription : 30/06/2016
Re: Petit problème de découpe.
par Gillou Sam 22 Oct - 9:57
Bonjour,
Je n'ai pas encore travaillé avec la Fakir. J'ai passé une bonne partie de ma vie professionnelle dans les outils coupants en R et D.
Je pense modestement qu'une fraise à coupe diamant ne convient pas pour le bois. J'aurais plutôt choisi une fraise 2 dents droite.
Pour le diamètre de 0,8 mm, il me semble que le choix est trop petit. Il y a certainement, et surtout sur le grand diamètre, beaucoup de flexion. J'aurais choisi une fraise se rapprochant le plus du plus petit diamètre à fraiser, dans votre cas 1,5 mm. En espérant avoir contribué à vous aider…
Je n'ai pas encore travaillé avec la Fakir. J'ai passé une bonne partie de ma vie professionnelle dans les outils coupants en R et D.
Je pense modestement qu'une fraise à coupe diamant ne convient pas pour le bois. J'aurais plutôt choisi une fraise 2 dents droite.
Pour le diamètre de 0,8 mm, il me semble que le choix est trop petit. Il y a certainement, et surtout sur le grand diamètre, beaucoup de flexion. J'aurais choisi une fraise se rapprochant le plus du plus petit diamètre à fraiser, dans votre cas 1,5 mm. En espérant avoir contribué à vous aider…

Gillou- Messages : 5
Date d'inscription : 19/10/2016
Age : 69
Localisation : Pontarlier
Re: Petit problème de découpe.
par Gillou Sam 22 Oct - 10:05
Ah, pardon, pour le carbone une géométrie comme celle que vous avez employée est intéressante.
Il vous faut choisir un diamètre de coupe plus grand. Je prendrais un diamètre 2 mm et je percerais plutôt que fraiserais vos trois trous...
Il vous faut choisir un diamètre de coupe plus grand. Je prendrais un diamètre 2 mm et je percerais plutôt que fraiserais vos trois trous...
Gillou- Messages : 5
Date d'inscription : 19/10/2016
Age : 69
Localisation : Pontarlier
Re: Petit problème de découpe.
par Claude73 Sam 22 Oct - 11:30
Bonjour Gillou,
Et merci pour votre réponse. Pour le choix de la nature et du diamètre de la fraise, je me suis référé à la notice d'utilisation de Renaud, page 41, qui dit clairement que plus le matériau est dur, plus le diamètre de la fraise doit être réduit, pour limiter les efforts de découpe.
Toujours d'après la notice, il semblerait que le fraise diamant soit bien adaptée à la coupe du CTP aviation et du carbone. En tout cas cela n'explique pas la réduction de diamètre de 0,5 mm observée, (36,5 au lieu de 37 mm, puisque le diamètre extérieur est découpé en dernière phase, et que rien ne gêne apparemment le déplacement et le positionnement de l'outil de coupe.
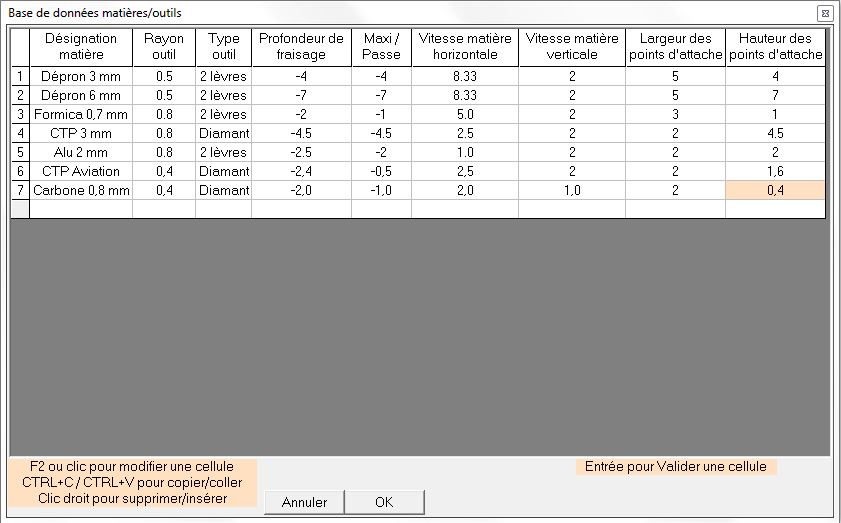
J'ai essayé en premier lieu avec une fraise de diamètre 1,5 mm et une avance de 2,5 mm/Seconde comme indiqué dans la base de données matière/outils de RP-FMS pour le CTP de 3 mm, et le résultat a été une patatoïde remarquable. Je me demandais bien ce qui avait pu se passer, mais après avoir relu la notice, j'ai compris. J'ai aussi commandé quelques fraises spéciales carbone chez CNC-Fraises.
Bon week-end à tous.
Et merci pour votre réponse. Pour le choix de la nature et du diamètre de la fraise, je me suis référé à la notice d'utilisation de Renaud, page 41, qui dit clairement que plus le matériau est dur, plus le diamètre de la fraise doit être réduit, pour limiter les efforts de découpe.
Toujours d'après la notice, il semblerait que le fraise diamant soit bien adaptée à la coupe du CTP aviation et du carbone. En tout cas cela n'explique pas la réduction de diamètre de 0,5 mm observée, (36,5 au lieu de 37 mm, puisque le diamètre extérieur est découpé en dernière phase, et que rien ne gêne apparemment le déplacement et le positionnement de l'outil de coupe.
J'ai essayé en premier lieu avec une fraise de diamètre 1,5 mm et une avance de 2,5 mm/Seconde comme indiqué dans la base de données matière/outils de RP-FMS pour le CTP de 3 mm, et le résultat a été une patatoïde remarquable. Je me demandais bien ce qui avait pu se passer, mais après avoir relu la notice, j'ai compris. J'ai aussi commandé quelques fraises spéciales carbone chez CNC-Fraises.
Bon week-end à tous.
Claude73- Messages : 35
Date d'inscription : 30/06/2016
Re: Petit problème de découpe.
par Gillou Sam 22 Oct - 15:54
Re bonjour,
Oui bien sûr, ce que l'on cherche en positif a toujours son côté négatif, comme par exemple un petit diamètre d'outil génère un couple moindre et des efforts plus faibles et d'un autre côté il y a plus de flexion...
Il y a des centaines d'autres paramètres à prendre en considération... Donc nous n'aurons jamais fini d'en parler, ce qui est intéressant.....
Il ne me reste plus qu'à vous souhaiter bon courage....
Oui bien sûr, ce que l'on cherche en positif a toujours son côté négatif, comme par exemple un petit diamètre d'outil génère un couple moindre et des efforts plus faibles et d'un autre côté il y a plus de flexion...
Il y a des centaines d'autres paramètres à prendre en considération... Donc nous n'aurons jamais fini d'en parler, ce qui est intéressant.....
Il ne me reste plus qu'à vous souhaiter bon courage....
Gillou- Messages : 5
Date d'inscription : 19/10/2016
Age : 69
Localisation : Pontarlier
Réponses à mes questions.
par Claude73 Mar 25 Oct - 18:29
Bonjour,
Concernant la découpe du CTP Aviation épaisseur 1,6 mm:
Il est presque aussi dur que du carbone.Il convient donc de faire 2 passes de 0,8mm avec la fraise diamantée de diamètre 0,8 mm, une avance de
2,5 mm/Seconde, et moteur à fond. Résultat impeccable pas de traces de brûlure sur le pourtour de la pièce. L'irrégularité de diamètre du cercle extérieur sur toute la circonférence est de 0.1 mm, mesurée au pied à coulisse. Est-ce acceptable ?
L'erreur de différence de cote du diamètre extérieur 37.0 mm au lieu de 37.5 mm est corrigée de la façon suivante :
Dans Autocad, pour le fichier .dxf, j'avais entré le diamètre du cercle sous la forme 37 tout court, en entrant 37.0, l'erreur ne s'est pas reproduite lors de la même découpe en carbone de 0.8 mm d'épaisseur.
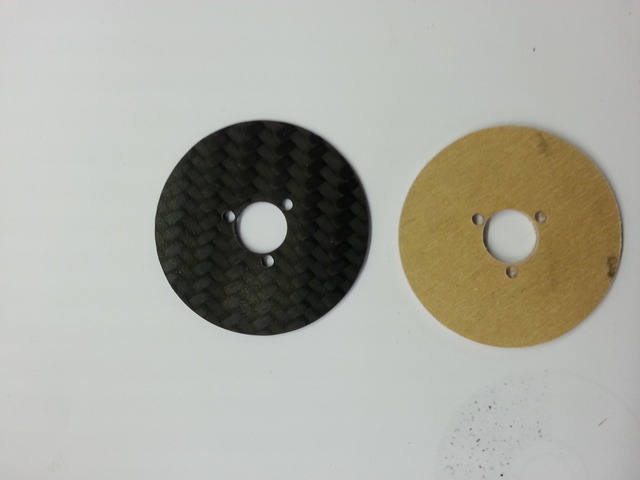
Découpe la rondelle carbone de 0.8 mm :
2 passes de 1 mm, avance à 2 mm/ Seconde, avance de 1mm/Sec sur Z, en mettant le zero de l'axe Z à 0.6 mm au dessus de la plaque, ce qui conduit effectivement à 2 passes de 0.4 mm dans le carbone + 0.6 mm dans le martyr. La encore, le diamètre est bien à la cote demandée soit 37.5 mm à 0.1 mm près.
Une question à Renaud :
Dans la base de données Matière/outils de RP-FMS, les chiffres que je rentre, avec le séparateur décimal "." apparaissent avec le séparateur décimal "," par exemple, si je rentre "10.0", j'obtiens "10,0" après validation par la touche entrée. Cela a-t'il une incidence quelconque sur le fonctionnement du logiciel ?
Un grand merci à Christophe Courché de CNC-Fraises pour ses conseils avisés concernant l'utilisation de ses fraises.
Bonnes découpes à tous.
Claude.
Concernant la découpe du CTP Aviation épaisseur 1,6 mm:
Il est presque aussi dur que du carbone.Il convient donc de faire 2 passes de 0,8mm avec la fraise diamantée de diamètre 0,8 mm, une avance de
2,5 mm/Seconde, et moteur à fond. Résultat impeccable pas de traces de brûlure sur le pourtour de la pièce. L'irrégularité de diamètre du cercle extérieur sur toute la circonférence est de 0.1 mm, mesurée au pied à coulisse. Est-ce acceptable ?
L'erreur de différence de cote du diamètre extérieur 37.0 mm au lieu de 37.5 mm est corrigée de la façon suivante :
Dans Autocad, pour le fichier .dxf, j'avais entré le diamètre du cercle sous la forme 37 tout court, en entrant 37.0, l'erreur ne s'est pas reproduite lors de la même découpe en carbone de 0.8 mm d'épaisseur.
Découpe la rondelle carbone de 0.8 mm :
2 passes de 1 mm, avance à 2 mm/ Seconde, avance de 1mm/Sec sur Z, en mettant le zero de l'axe Z à 0.6 mm au dessus de la plaque, ce qui conduit effectivement à 2 passes de 0.4 mm dans le carbone + 0.6 mm dans le martyr. La encore, le diamètre est bien à la cote demandée soit 37.5 mm à 0.1 mm près.
Une question à Renaud :
Dans la base de données Matière/outils de RP-FMS, les chiffres que je rentre, avec le séparateur décimal "." apparaissent avec le séparateur décimal "," par exemple, si je rentre "10.0", j'obtiens "10,0" après validation par la touche entrée. Cela a-t'il une incidence quelconque sur le fonctionnement du logiciel ?
Un grand merci à Christophe Courché de CNC-Fraises pour ses conseils avisés concernant l'utilisation de ses fraises.
Bonnes découpes à tous.
Claude.
Claude73- Messages : 35
Date d'inscription : 30/06/2016
» Découpe décoration pour un petit modèle
» probleme de decoupe en biseau
» Problème le cycle redémarre seul à la fin de l'usinage ( résolu ) et problème de roulement de broche HS
» Problème en Z
» Problème sur Y
» probleme de decoupe en biseau
» Problème le cycle redémarre seul à la fin de l'usinage ( résolu ) et problème de roulement de broche HS
» Problème en Z
» Problème sur Y
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|